 濟(jì)寧市洪圣機(jī)械科技有限公司
濟(jì)寧市洪圣機(jī)械科技有限公司


歡迎光臨山東洪圣機(jī)械有限公司,本公司專注鋼筋機(jī)械加工,主導(dǎo)產(chǎn)品:數(shù)控鋼筋籠滾焊機(jī),數(shù)控鋼筋彎曲機(jī)系列、數(shù)控鋼筋切斷機(jī)系列、數(shù)控鋼筋調(diào)直機(jī)系列、高鐵路橋?qū)S迷O(shè)備,我們滿懷真誠(chéng)的期待,愿與社會(huì)各界朋友精誠(chéng)合作,共創(chuàng)美好未來(lái)!
HSR-2000型鋼筋籠繞筋機(jī)
產(chǎn)品介紹
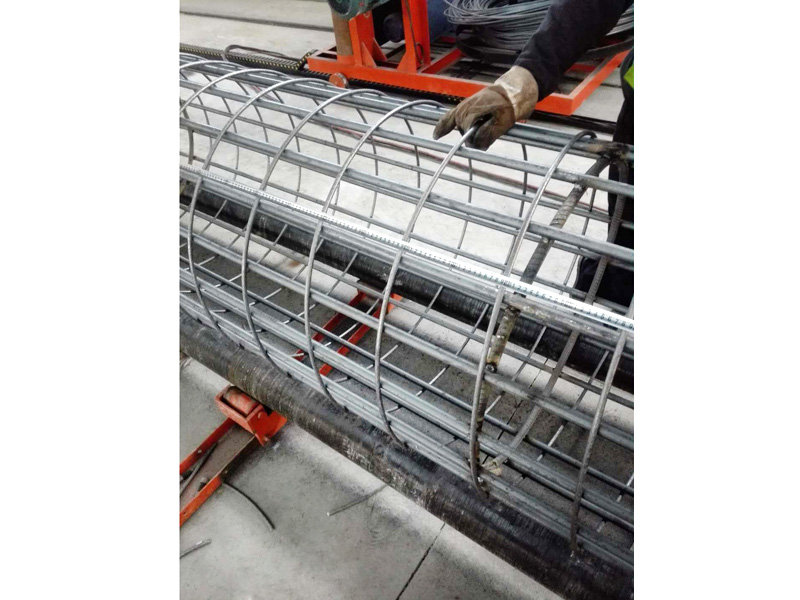
鋼筋籠繞筋機(jī),是集盤條原料放線、鋼筋矯直、繞筋成型、滾焊成型功能有機(jī)組合于一體,采用數(shù)字自動(dòng)化程序,生產(chǎn)加工鋼筋籠的專用設(shè)備。廣泛應(yīng)用于建筑,鐵路,高速公路,橋梁等基礎(chǔ)工程設(shè)施。
技術(shù)參數(shù):
設(shè)備型號(hào)(名稱):HSR-2000(鋼筋籠成型機(jī))
鋼筋籠直徑:φ600-φ2000mm
鋼筋籠長(zhǎng)度:12m(可定制)
繞筋線速度:0-15.3m/min
行走速度:0-1.36m/min
總功率:18kw
整機(jī)質(zhì)量:≤3500kg
外形尺寸:13*1.83*0.8m
安全操作
1、鋼筋籠全長(zhǎng)9米時(shí)一般用兩根過(guò)渡箍,纏繞筋起點(diǎn)位置為前端,在前端外套入一個(gè)過(guò)渡箍,避免在纏繞區(qū)內(nèi)。末端在鋼筋籠尾部膠輥靠前面位置套入一個(gè)過(guò)渡箍,當(dāng)纏繞筋工作到附近時(shí),用手掌推動(dòng)過(guò)渡箍向后移動(dòng),(注意:不能用手抓過(guò)渡箍,此時(shí)過(guò)渡箍是旋轉(zhuǎn)狀態(tài),容易對(duì)人造成傷害。)直止過(guò)渡箍退出鋼筋籠。前端過(guò)渡箍也可如此。
2、鋼筋籠12米以上,或者單節(jié)鋼筋籠較重時(shí),骨架中間加焊1、2圈纏繞筋替代第三個(gè)過(guò)渡箍。或直接中間開(kāi)始繞筋,另半截籠前面向中間纏繞連接完成。所以三個(gè)過(guò)渡箍的中間一個(gè)箍應(yīng)置放在中間靠后面的地方,借以減少?zèng)_擊振動(dòng)。退出輥輪并過(guò)渡到后面輥輪的方法--將過(guò)渡箍向后面推壓,讓過(guò)渡箍順膠輥旋轉(zhuǎn)到上面直到全部退出。準(zhǔn)備臺(tái)架;若采用骨架直接滾進(jìn)輥輪內(nèi)檔(小型鋼筋籠),骨架制作臺(tái)架高度與設(shè)備同高。
3、機(jī)器上骨架制作過(guò)程;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩輥輪上,將1根主筋抬放于輥輪長(zhǎng)度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。焊完一節(jié)主、箍筋,低速轉(zhuǎn)動(dòng)膠輥,抬2根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待2根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將骨架旋轉(zhuǎn)在對(duì)面位置或錯(cuò)開(kāi)幾根位置后再開(kāi)始分度焊接,補(bǔ)齊焊完全部主筋。軌道行走部分;機(jī)架、移動(dòng)底盤、鋼筋矯直系統(tǒng)、軌道、等組成。
4、固定轉(zhuǎn)盤置于移動(dòng)底盤上,繞筋經(jīng)過(guò)矯直后于鋼筋籠骨架連接。移動(dòng)底盤和固定轉(zhuǎn)盤同步驅(qū)動(dòng)行走,將傳動(dòng)鏈條固定在底梁上,充當(dāng)行走軌道,保證行走的穩(wěn)定性,提高了鋼筋籠的質(zhì)量。固定轉(zhuǎn)盤也可靈活運(yùn)用,若場(chǎng)地空間大,可與調(diào)直機(jī)配用。
5、繞筋線材經(jīng)過(guò)矯直系統(tǒng),由彎曲狀變?yōu)榻街本€,按螺旋狀纏繞在鋼筋籠上,以保證繞筋間距及形狀的完整。
6、嚴(yán)禁疲勞、酒后操作設(shè)備,機(jī)器運(yùn)轉(zhuǎn)時(shí)禁止抓、握工件。生產(chǎn)過(guò)程中隨時(shí)處理物件及流動(dòng)人員,確保安全生產(chǎn)。
使用與維護(hù):
1、首先檢查電路是否正確接入并安全接地 ,是否安裝漏電保護(hù)裝置。該設(shè)備采用380V 50Hz的三相交流電源。接通電源,按啟動(dòng)開(kāi)關(guān),先點(diǎn)動(dòng),再試運(yùn)轉(zhuǎn)3-5分鐘,檢查輥輪運(yùn)轉(zhuǎn)有無(wú)異常并及時(shí)排除。
2、定期檢查各部位連接處的螺栓、皮帶、鏈條有無(wú)松動(dòng),排查各潤(rùn)滑點(diǎn),其潤(rùn)滑油脂是否足夠,及時(shí)給軸承、鏈條涂抹黃油,使其充分潤(rùn)滑。減速機(jī)加注40#-50#機(jī)械油,每工作3000小時(shí),及時(shí)清洗換油一次,加注新油不超過(guò)1.5kg。
3、制作骨架時(shí),不要將剛焊接的部位停留在橡膠上,以保障膠輥外觀質(zhì)量。
4、每次開(kāi)機(jī)前,查看有無(wú)障礙物與險(xiǎn)情,排除后進(jìn)行繞筋工作。
5、使用過(guò)程中,隨時(shí)注意觀察機(jī)器運(yùn)轉(zhuǎn)情況,如發(fā)現(xiàn)異常,應(yīng)立即停機(jī)檢查,待故障排除后,方可繼續(xù)工作。
6、工作完畢清理場(chǎng)地,將機(jī)器擦拭干凈,在運(yùn)動(dòng)件上涂上潤(rùn)滑油。
7、及時(shí)進(jìn)行維修、維護(hù)保養(yǎng)、更換易塤件。
| 上一條:數(shù)控雙機(jī)頭彎曲中心 | 下一條:數(shù)控鋼筋打磨套絲生產(chǎn)線 |




 電話
電話
 產(chǎn)品展示
產(chǎn)品展示
 案例業(yè)績(jī)
案例業(yè)績(jī)
 聯(lián)系我們
聯(lián)系我們